
A pressure reducing Valve (PRV) maintains precise downstream pressure, protecting systems from overpressure damage.
Pressure Reducing Valve
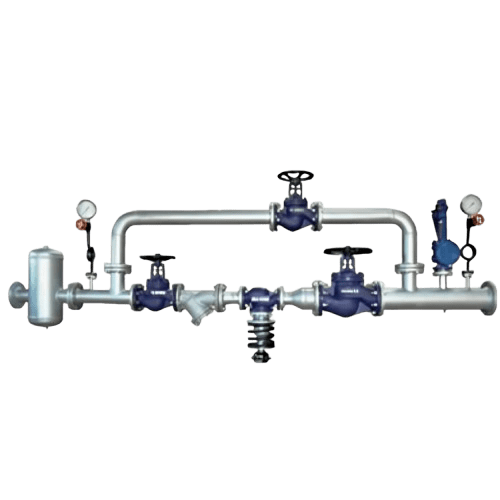
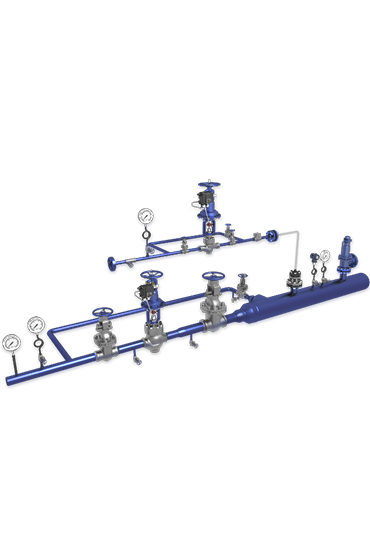
We are the leading Pressure Reducing Valve (PRV) manufacturer in Mumbai, India. These valve is engineered to prevent risk of pipe bursts, valve seat erosion, and water hammer in unregulated high pressure application by maintaining precise downstream pressure. Cage-guided trims or V-port designs for linear control, paired with stainless steel bodies to resist corrosion and cavitation. PRV Valves become so important because Unregulated high-pressure fluid or steam systems risk catastrophic failures, including pipe bursts, valve seat erosion, and water hammer, leading to costly downtime and safety hazards.
What is a Pressure Reducing Valve?
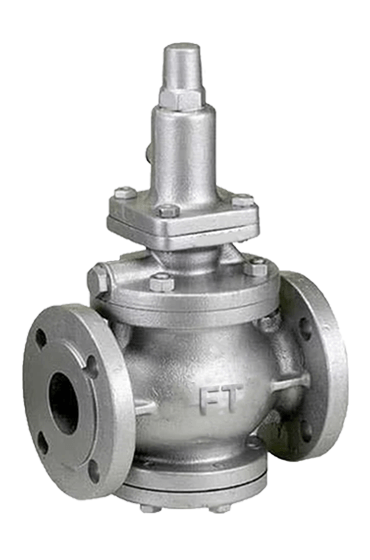
A Pressure Reducing Valve (PRV) is an automatic control valve designed to reduce high upstream pressure to a stable and controlled downstream pressure. It continuously regulates the outlet pressure regardless of fluctuations in inlet pressure or variations in flow demand.
In industrial piping systems, fluids such as steam, water, gas, or compressed air are often supplied at high pressure for efficient transmission. However, process equipment and downstream pipelines require lower and stable pressure levels for safe and efficient operation. The valves perform this critical function by maintaining the required pressure while protecting equipment from excessive pressure conditions.
PRV Valve are widely used in steam distribution systems, water networks, oil & gas pipelines, chemical processing plants, and power generation facilities where precise pressure regulation is essential.
Working Principle of Pressure Reducing Valve
The Valve operates using a self-regulating mechanism that balances spring force against downstream pressure. When high-pressure fluid enters the valve, the internal regulating components adjust the valve opening to control the pressure at the outlet. If the downstream pressure falls below the preset level, the valve automatically opens wider to allow more flow. When the outlet pressure rises above the setpoint, the valve gradually closes to reduce the flow and restore the required pressure.
This continuous modulation allows the valve to maintain a stable downstream pressure even when upstream pressure conditions change.
Pressure reducing valves are generally available in two main designs:
- Direct Acting – suitable for low flow applications and smaller pipe sizes.
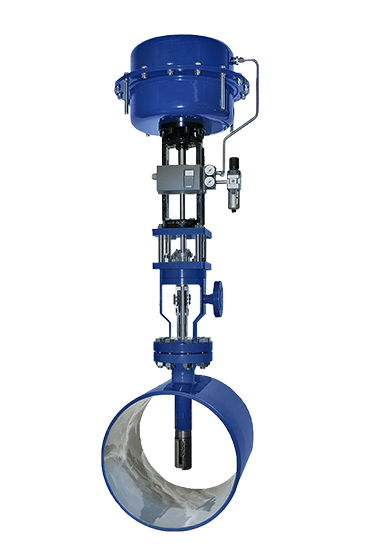
- Pilot Operated – designed for higher flow capacity and more precise pressure control in large industrial systems.
Key Features
Modern pressure reducing valves are designed for reliable performance in demanding industrial environments. Their self-contained operation allows them to function without external power sources such as electricity or compressed air.
Important features include:
- Automatic pressure regulation using line pressure
- Stable outlet pressure even when inlet pressure fluctuates
- Quick response to pressure changes in the pipeline
- Durable construction for long service life
- Low maintenance requirements
- Smooth and accurate pressure control
These characteristics make pressure reducing valves an essential component in industrial fluid control systems.
Pressure Reducing Valve vs Pressure Relief Valve
- Although both valves are associated with pressure management, they serve different functions within a piping system.
- A pressure reducing valve continuously regulates downstream pressure during normal operation to maintain a stable pressure level.
- A pressure relief valve, on the other hand, acts as a safety device. It remains closed during normal conditions and opens only when the system pressure exceeds a predetermined limit, releasing excess pressure to protect equipment and pipelines.
- Both valves play important roles in ensuring the safety and efficiency of industrial fluid systems.
Specifications | Features |
|---|---|
Type: Direct-acting, Pilot-operated, Dome-loaded Inlet Pressure Range: 50–600 # psi (3.4–41 bar) Outlet Pressure Range: Adjustable 15–300# psi (1–20.7 bar) Max Operating Pressure: 720 psi (50 bar) Temperature Range: 20°C to 180°C Flow Capacity (Cv): 2.5–25 Connection Type & Size: NPT, Flanged (R.F. , F.F) Body Material: Stainless Steel, Cast Iron, Carbon Steel, Alloy. Seat & Seal Material: EPDM, Viton, PTFE Accuracy: ±5% of set pressure Leakage Class: ANSI/FCI 70-2 Class IV or VI Adjustment Mechanism: Pilot, Knob, Screw. Standards Compliance: ASME, ISO, EN, PED Certifications: ANSI 61, PED
|
|
Related Products
FAQ’s
Have a question before you buy our products? Take a look at the FAQs below.
If you don’t find the answer you’re looking for, get in touch with us here.
- What is the primary function of a pressure reducing valve?
- What pressure ranges can industrial PRV handle?
High-performance reducer Valves operate from 0.5 bar to 420 bar (7–6,000 psi).
- How do PRVs prevent cavitation and noise?
Advanced designs use multi-stage trims, anti-cavitation cages, or V-port throttling to dissipate energy gradually, reducing turbulence and vapor bubble formation.
- What materials are used for corrosive applications?
Bodies use CF8M stainless steel; trim components use Stellite 6 or Inconel 625 for erosion resistance.
- Can PRVs handle steam, gases, and liquids?
Yes, but trim designs vary: globe-style valves for steam/gases, angle-body valves for liquids with particulates (e.g., wastewater).
- Pilot-operated PRV vs. direct-acting reducing Valve?
Pilot-operated pressure reducing Valve offer ±1% accuracy for large systems; direct-acting suits stable systems (±10%).
- Do PRVs require external power sources?
Most are self-contained, using system pressure for operation. Pilot valves or electro-pneumatic controllers may need auxiliary power for precision.
Industries where PRV Valve is Used
Chemical Processing
Pharmaceutical Industry
Power Generation
HVAC System
Oil and Gas Industry
Application
- Steam Pressure Reduction: Optimizes steam pressure for heat exchangers, improving energy efficiency.
- Boiler Feedwater Pressure Control: Ensures stable pressure for efficient boiler operation,
- preventing overheating and energy waste.
- Wellhead Pressure Management: Maintains optimal pressure during extraction, safeguarding pipelines and equipment
- Pump Protection: Reduces pressure surges, extending pump lifespan and reducing maintenance costs.
- Hazardous Fluid Handling: Controls pressure in corrosive or toxic fluid systems, ensuring operator safety and system integrity.
Get in Touch
You will find yourself working in a true partnership that results in an incredible experience, and an end product that is the best.